이번에는 곡면 고속 가공 중 최적화 황삭에 대해 알아 봅시다.
최적화 황삭(Dynamic Optirough Toolpaths)은 곡면을 활용한 (모델 도형) 다이나믹 가공 방식을 적용한 가공 경로입니다.
이러한 관계로 외부에서 가공 공구가 진입하는 방식에 적합한 가공 경로입니다.
(물론 소재 내부에서도 진입이 가능합니다.
)
즉, 해당 공구의 측면 절삭날에 절삭하는 방식의 가공경로입니다.
(2D 고속 가공의 다이나믹 가공과 같은 형상을 가집니다.
)
그러나 3D 곡면 고속 가공이므로 마스터 캠에서 곡면 인식이 가능한 솔리드 또는 서피스 형상의 모델링이 필요합니다.
(2D 도형만으로는 적용할 수 없으며 와이어프레임도 불가능합니다.
)
(STL 형식 파일도 적용되지만 실제 가공 경로는 생성되지 않습니다.
오류 발생)
* 해당 모델링 파일이 있는 경우 사전에 작업 화면에 로드(열기)해야 하며 외부 파일 참조 형식에서는 적용할 수 없습니다.
인기글
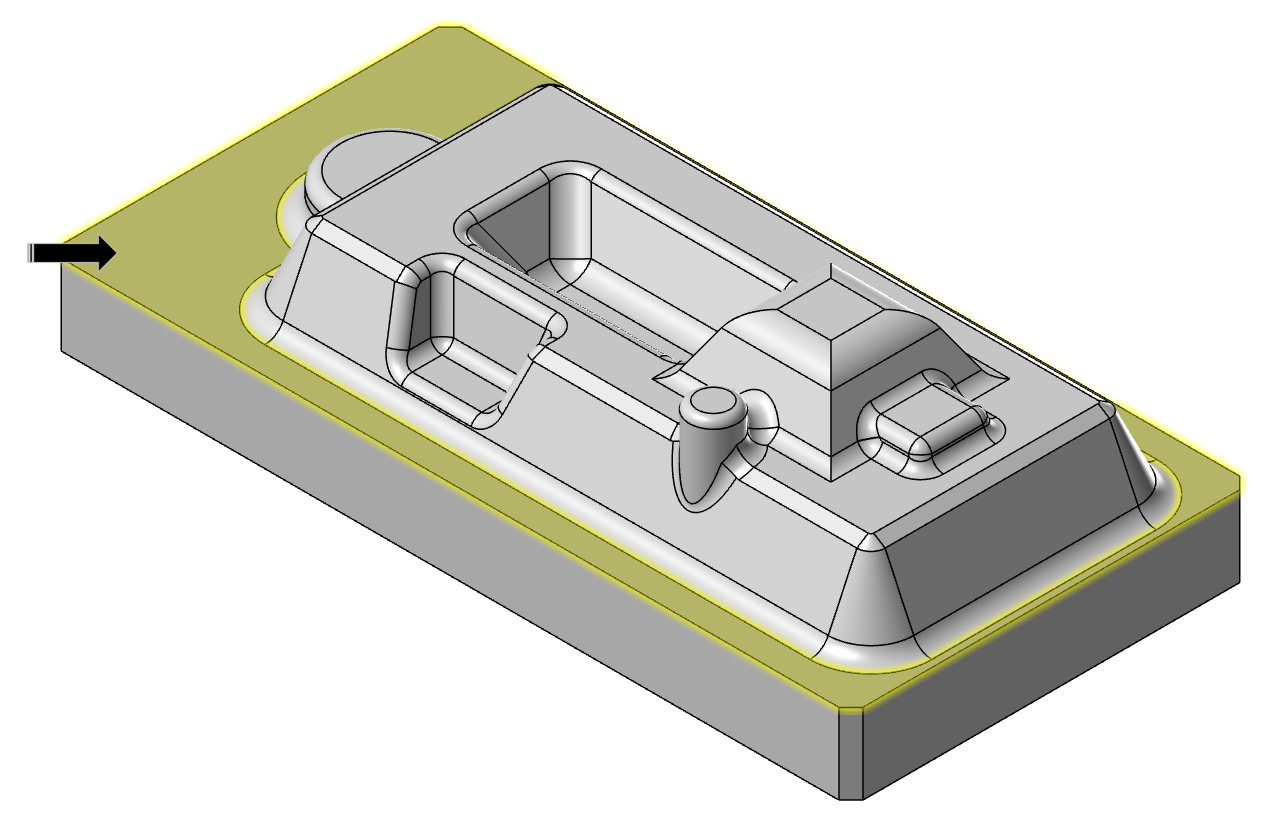
먼저 샘플 모델링의 두 가지 중 하나를 먼저 곡면 고속 가공 최적화 황삭을 적용해 봅시다.
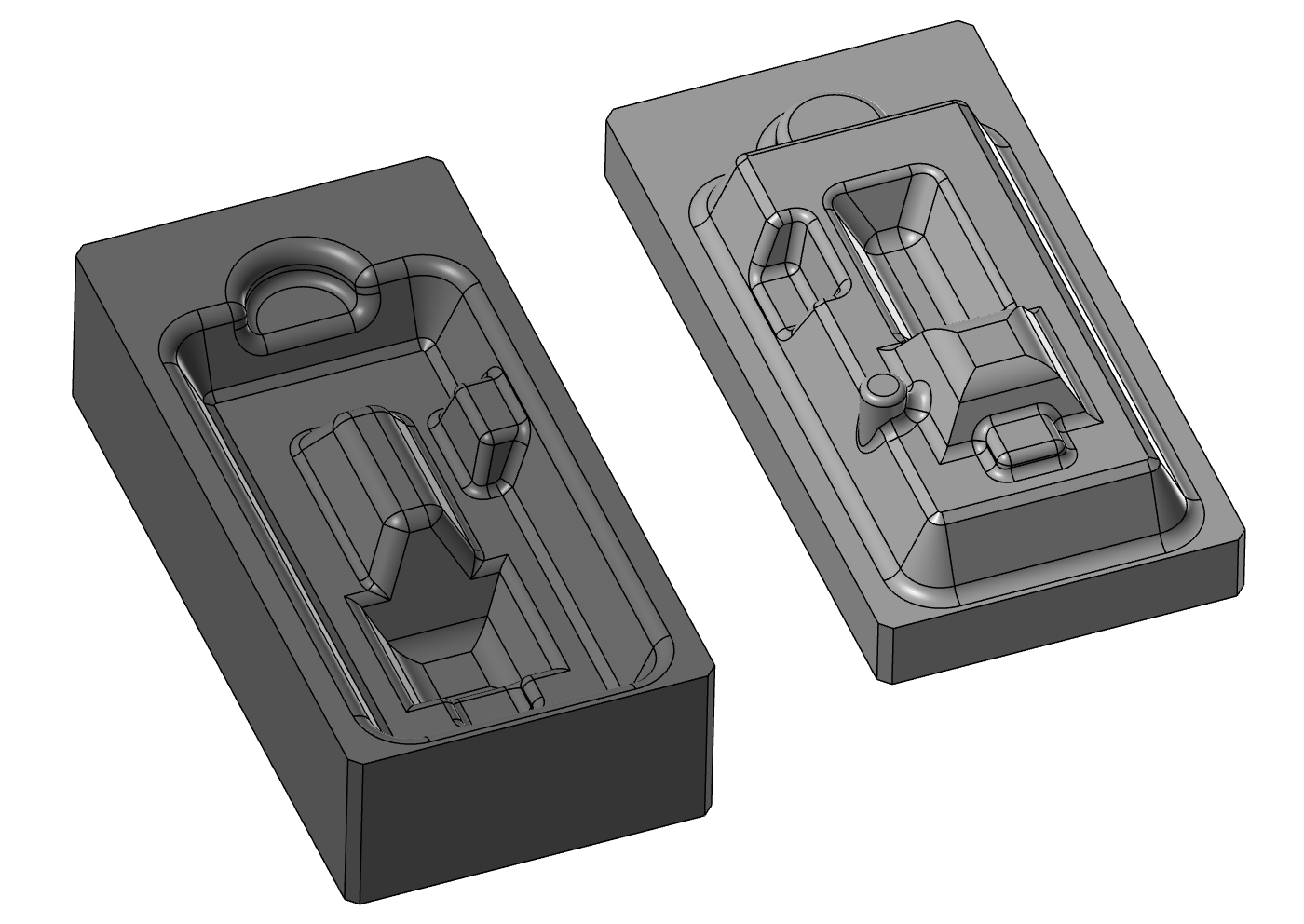
(오른쪽 보스형(돌출) 모델링을 먼저 가공해 봅니다.
)
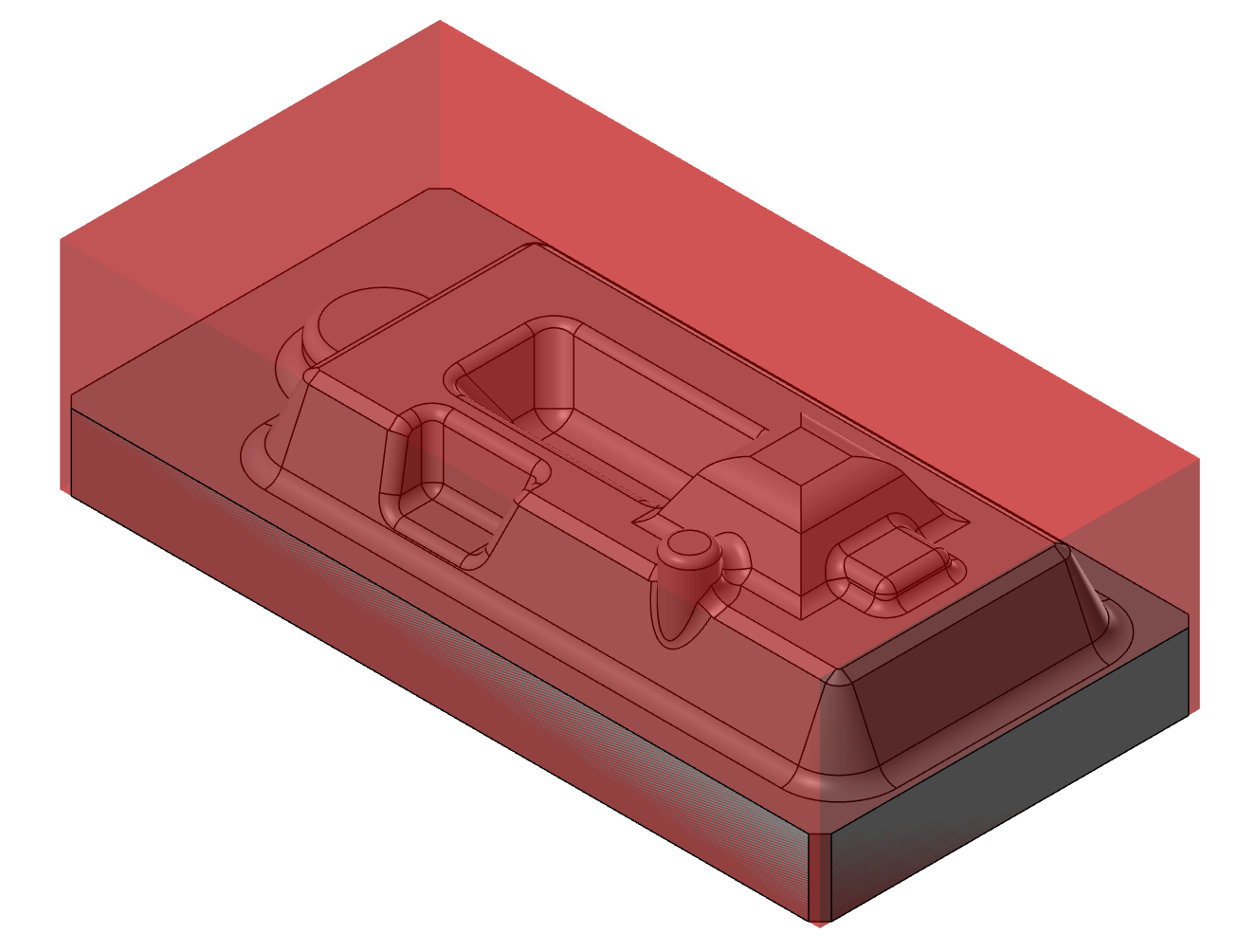
우선 가공 조건은 200×100×57T 소재를 사용하여 상면 Z35.0 부분만 가공함으로써 정의합니다.
소재 정의는 공작물 설정에서 다음과 같이 정의됩니다.
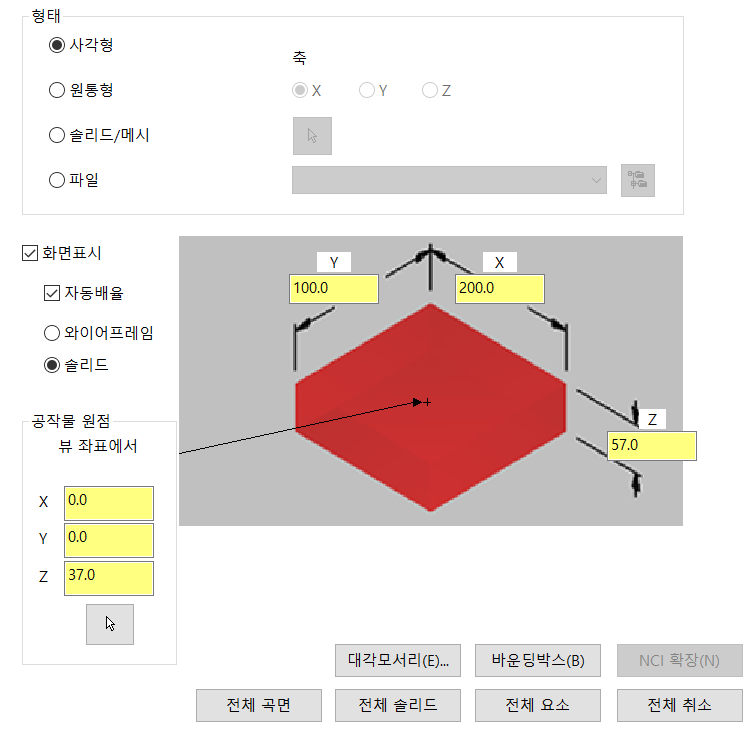
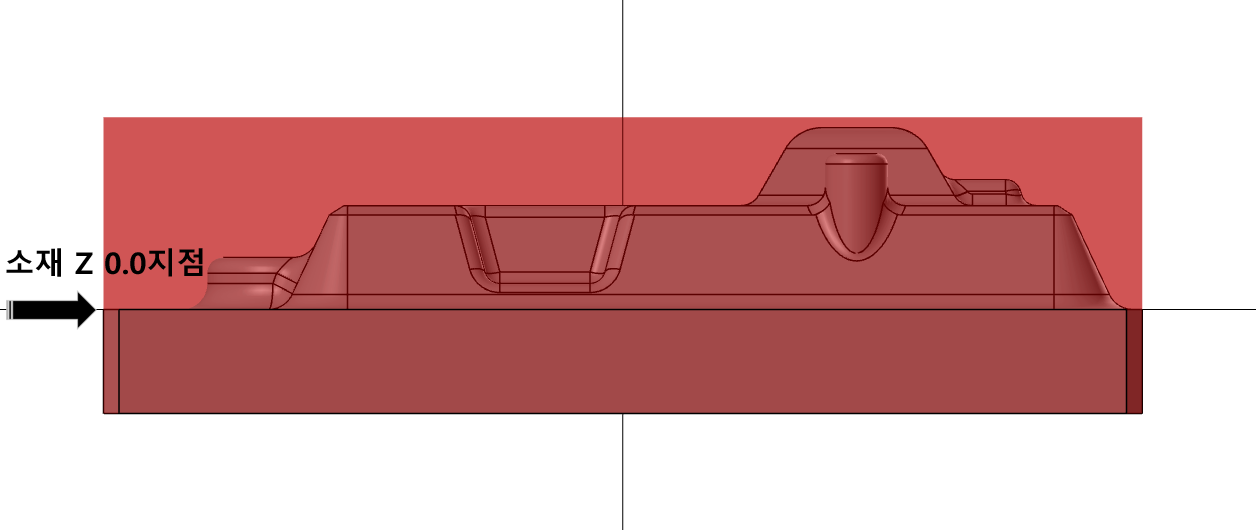
(소재 Z값을 37.0 올린 이유는 중앙의 평탄 부분을 Z0.0으로 정의합니다.
)
(실제, 그 Z0.0값을 기준으로 위쪽으로 Z35.0까지 가공합니다.
)
우선 가공 소재의 재질은 45C로 정의합니다.
먼저 해당 모델링을 작업 화면에 배치하고 해당 가공 경로를 선택합니다.
선택 방법은 팝업 메뉴에서 해당 가공 경로 아이콘을 찾아 클릭하는 방법
가공 경로 관리 창에서 마우스 오른쪽 클릭으로 표시되는 선택 메뉴에서 해당 가공 경로를 선택합니다.
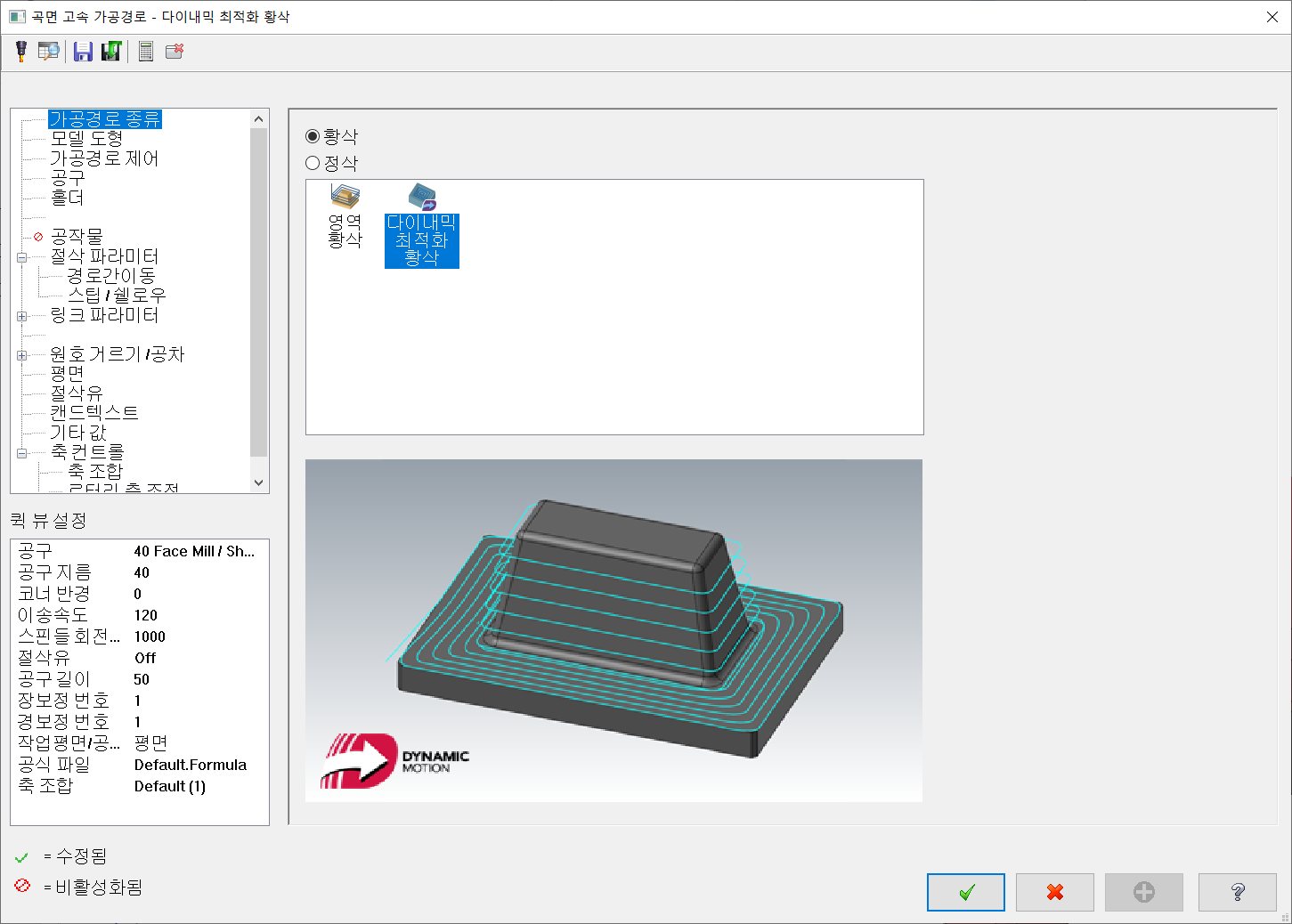
그러면 해당 가공 경로 절삭 파라미터 입력 창이 표시됩니다.
1. 모델 도형 정의(선택)하기
대응하는 가공 도형(모델링)의 가공 영역을 정의하는 과정입니다.
해당 파라미터 모델 도형 항목을 열고 해당 항목 중에서 가공 도형 항목을 선택합니다.
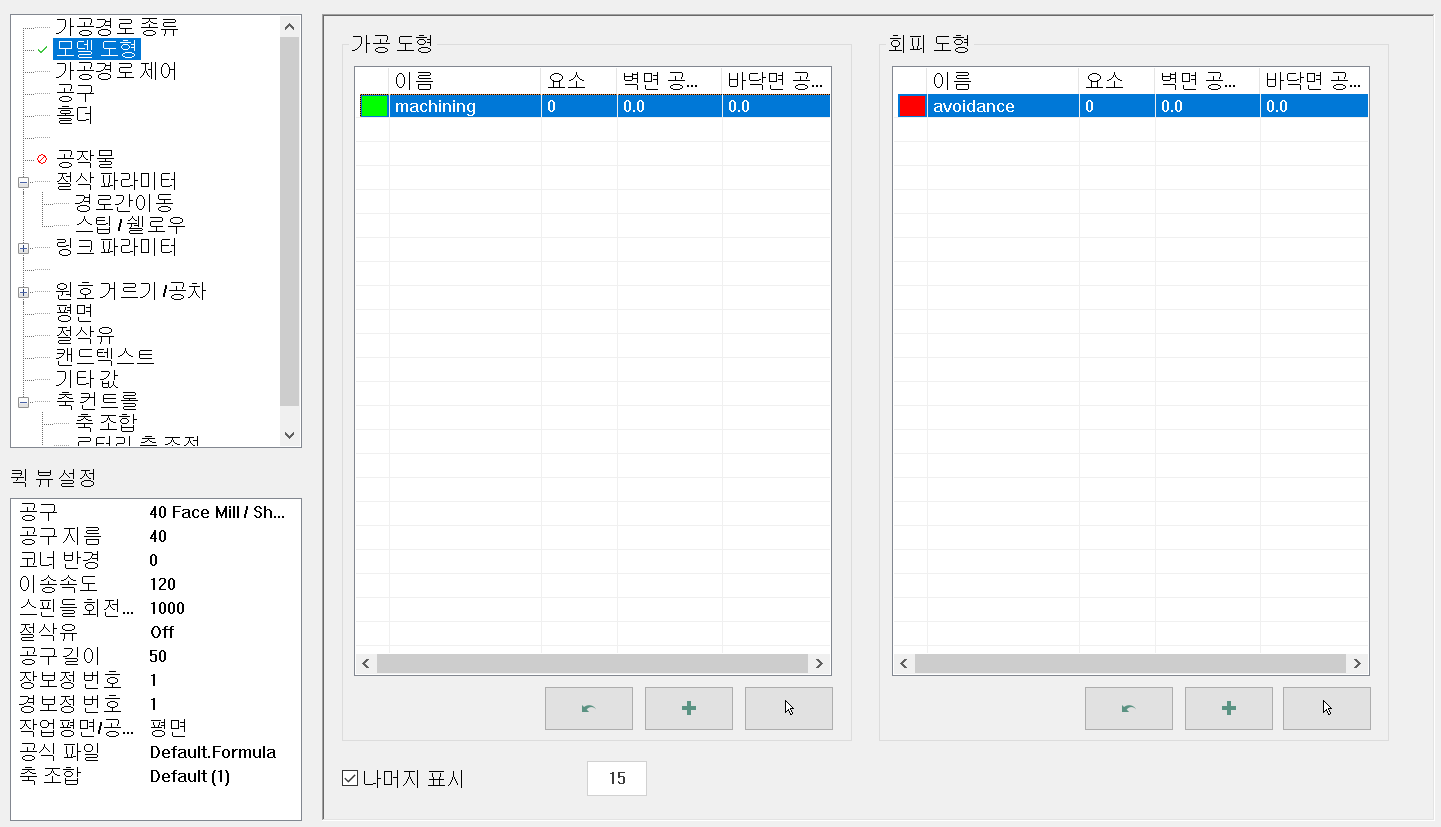
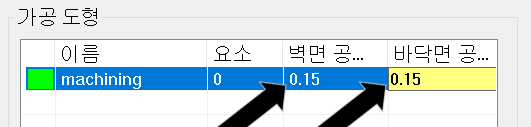
우선 황삭 가공 경로 생성 과정이므로 가공 여유를 설정해야 합니다.
그러므로 가공 도형의 벽면 공작물과 저면 공작물 값에 가공 여유값인 (0.15mm)를 입력합니다.
가공 여유 입력 후, 하단의 가공 도형 선택 버튼을 클릭하여 가공 도형을 선택합니다.

여기서 선택할 수 있는 방법은 2가지가 있습니다만, 우선 보면, 그 가공 도형 전체를 가공하는 것이 아니라, 현재의 작업 평면의 기점 Z0.0으로부터 상부 Z35.0까지만 가공해, 하부 Z- 20 부분은 가공하지 않습니다.
따라서 상부가공물(Z0.0~Z35.0)의 가공도형만을 선택하는 방법, 가공물 전체를 선택한 후 절삭파라미터의 스칩/셰로 옵션 중 Z값 깊이 최소, 최대한도를 설정하고 그 부분만 가공 적용되도록 하는 방법이 있습니다.
즉, 이하와 같이 가공 도형의 정면부에서 상부 가공 도형 부분만 선택(완드)하고, 그 부분만 모델 도형의 가공 도형으로 정의하고, 자동적으로 가공 범위가 Z0.0~Z35.0까지 적용 될 수있는 방법이 있습니다.
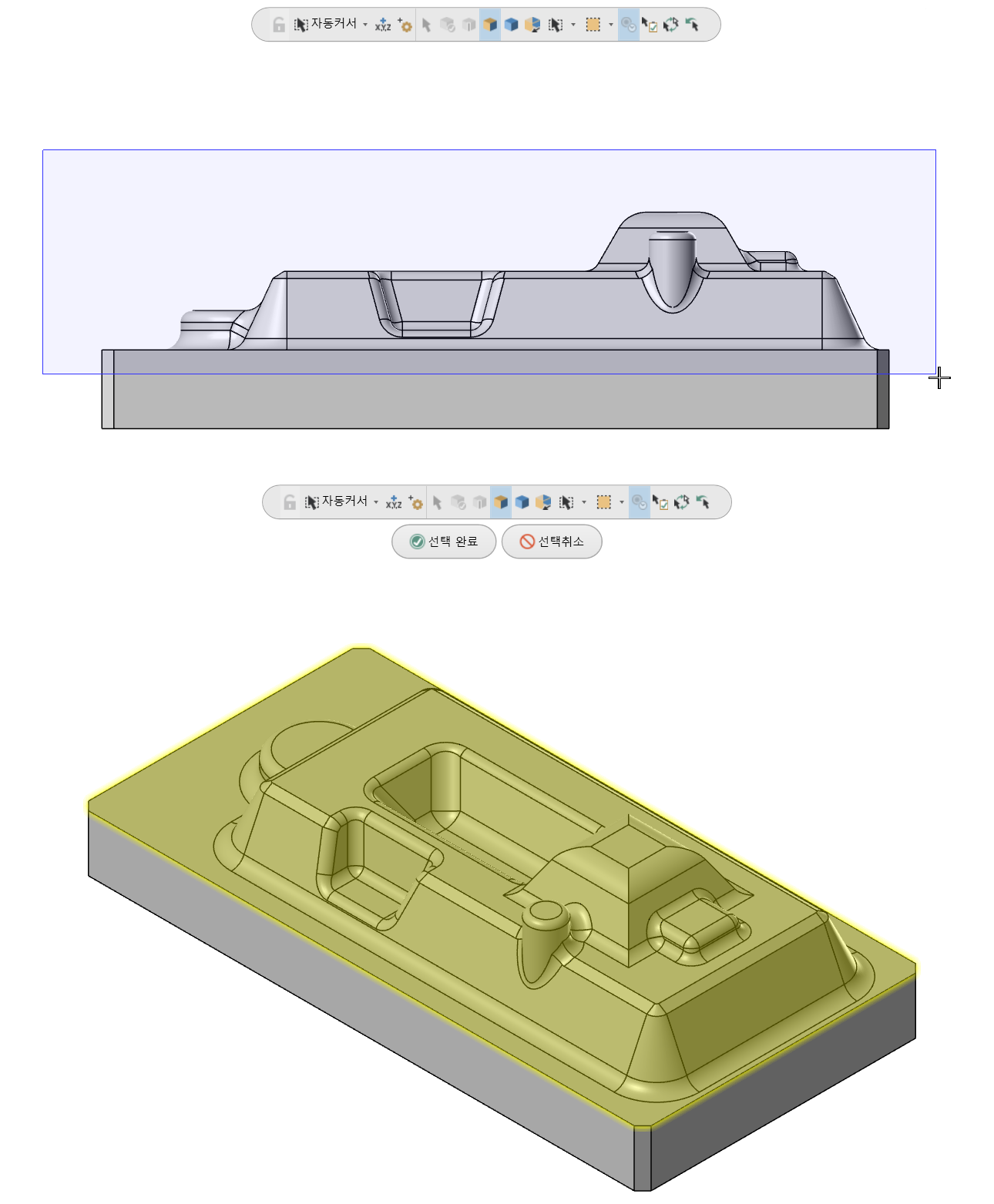
* 이러한 경우, 자동적으로 가공범위가 산정되는 이점이 있습니다만, 가공도형의 형상이 다소 복잡하고, 대응하는 가공면의 선택이 어려운 경우는, 다음과 같은 방법으로 사용합니다.
* 작업자의 편의상 다른 방법이 편리하고 선호하는 방법입니다.
먼저 가공 도형 선택 시 상부 선택 바의 솔리드 선텍의 바디 선택에서 선택한 후 해당 가공 도형의 한 점을 선택하고 전체 모델링을 가공 도형으로 선택합니다.
* 이때의 주의사항은 이렇게 하면 선별적으로 가공범위가 Z-20.0~Z35.0으로 정의되므로 이에 대한 조치 및 인식이 필요합니다.

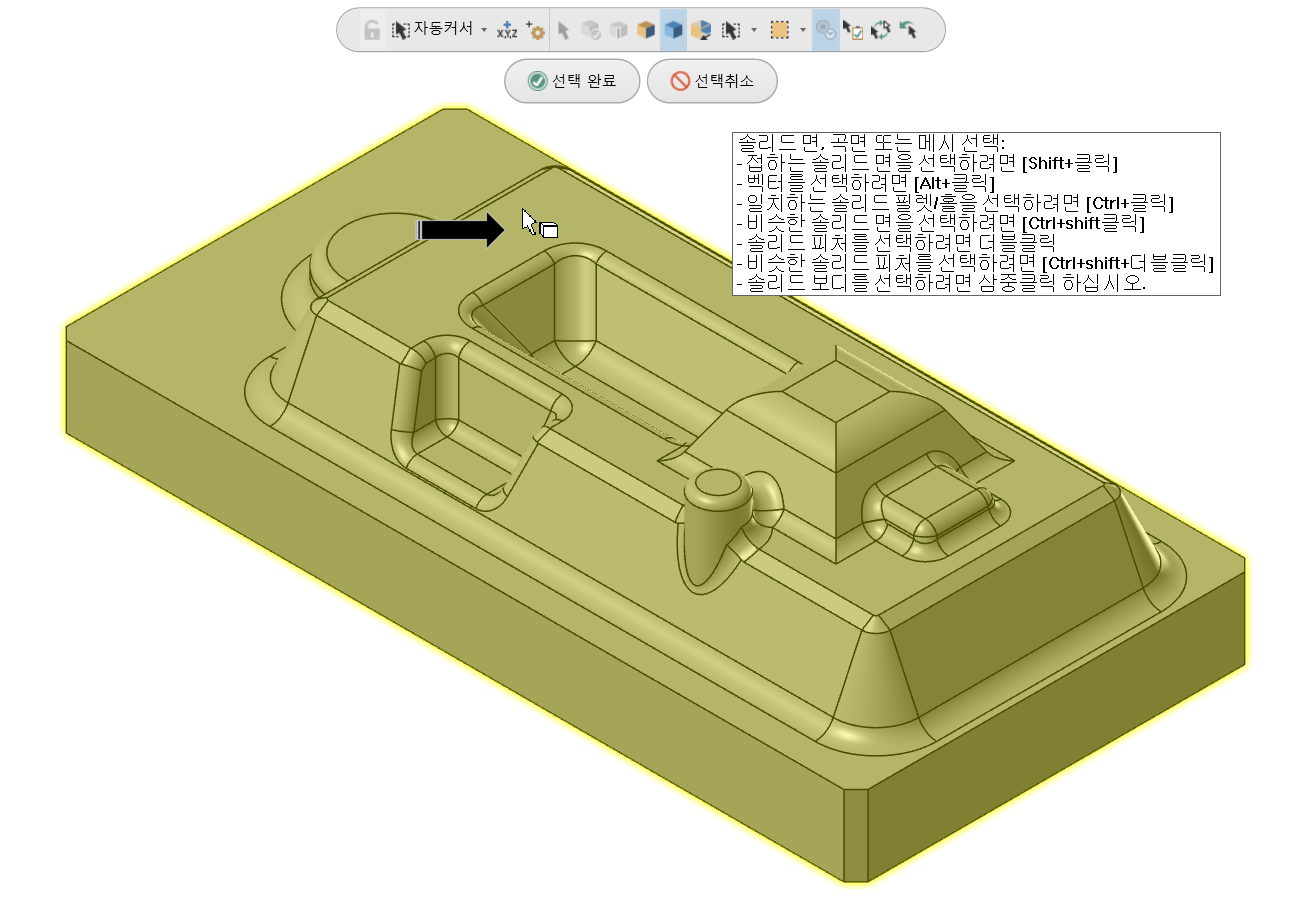
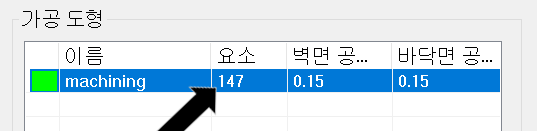
이와 같이 전체 모델링을 솔리드 바디로 선택하면 가공 도형 요소에 대응하는 곡면 요소 수량만 등록됩니다.
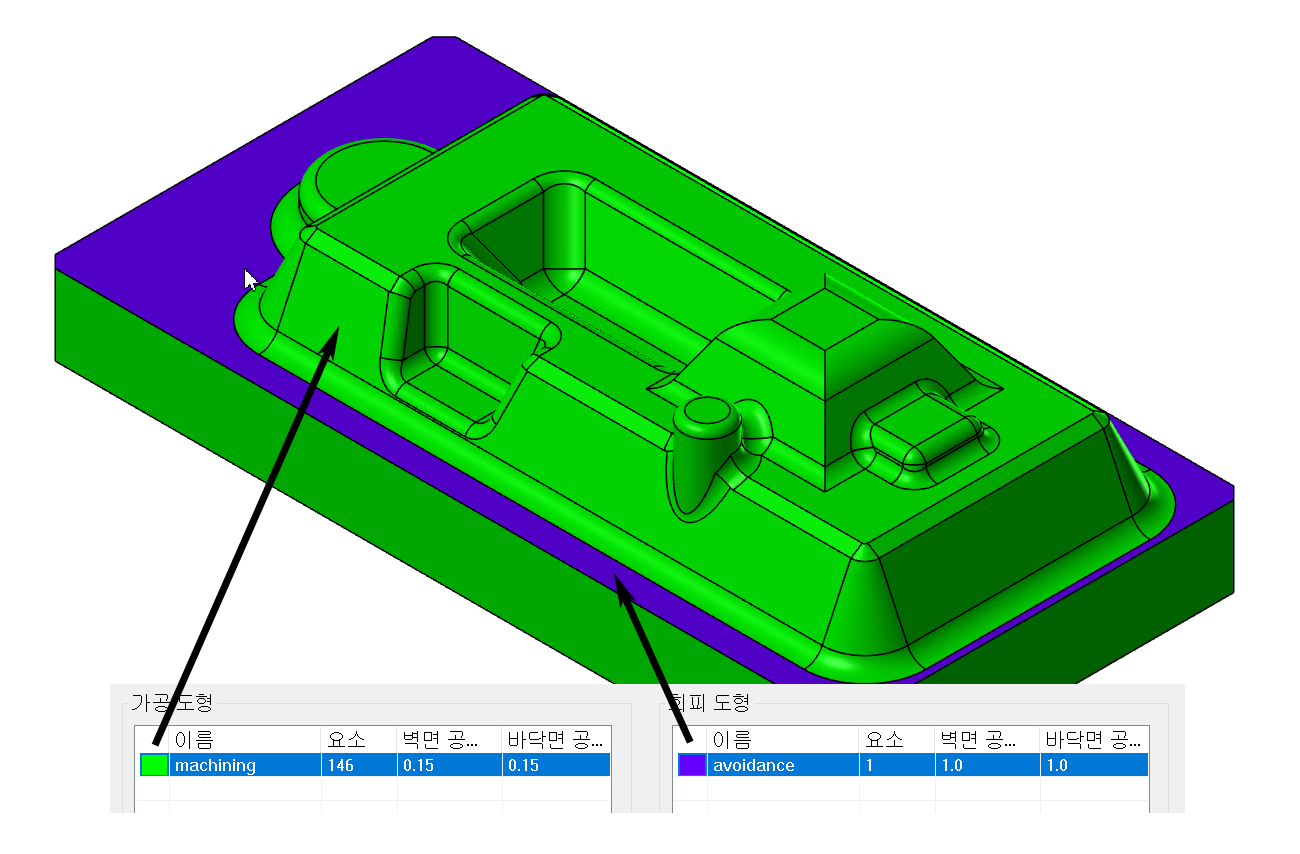
이와 같이 마무리해도 상관없지만, 기능 설명을 위해 회피 도형도 설정합니다.
예를 들면 Z0.0 평탄 부분을 다른 사정이 있어 가공 여유를 1.0mm 설정하는 것으로 정의합니다.
그런 다음 모델 도형 매개 변수 창 도피 도형에서 해당 도형 선택을 클릭합니다.
이번에는 솔리드 선택으로 솔리드면을 선택하여 Z0.0 부분을 선택해줍니다.
그러면 회피 도형 입력란에 도형 요소가 하나 선택되어 가공 여유 1.0mm가 설정되었습니다.
*여기서 자세히 본 분은 최초의 솔리드 바디(전체) 선택시의 가공 도형 요소 수량이 147개였지만, 회피 도형에서 1개의 요소를 선택하면 자동으로 가공 도형 요소 수량이 146개 개로 줄어든 것을 알 수 있습니다.
그런 다음 모델 도형 설정을 종료하고 가공 경로 제어로 진행합니다.
가공 경로 제어(공구 중심 영역)
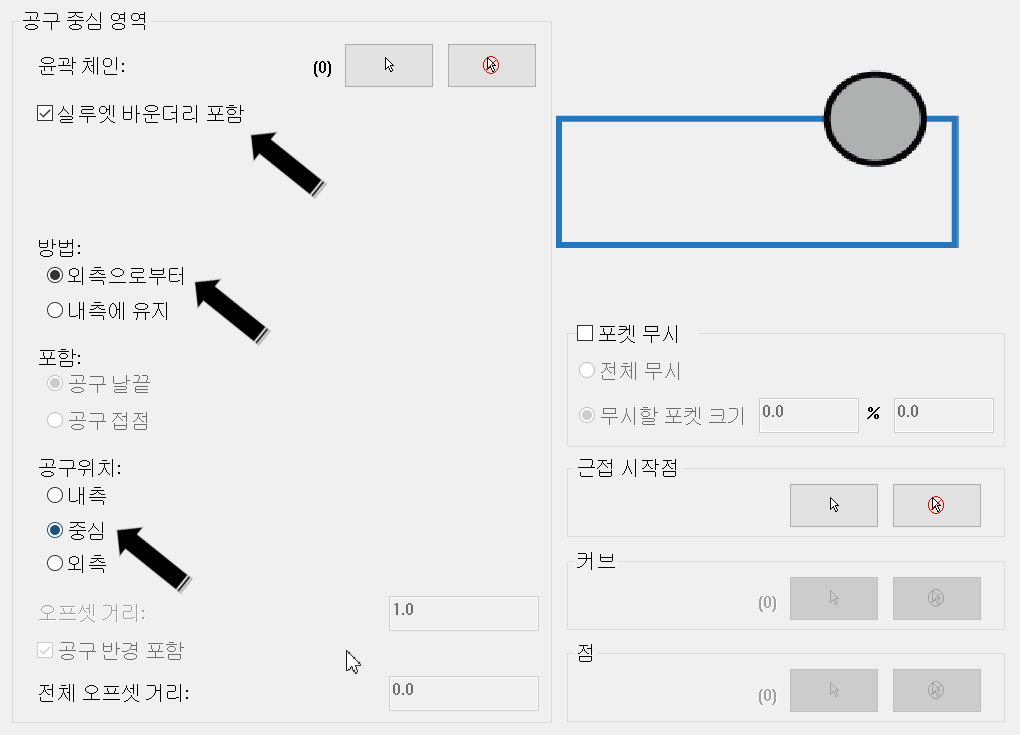
상세한 설정 설명은 아래의 주소로 보셔, 한 번 공구 중심 영역의 설정을 실루엣 바운더리로 지정했습니다.
https://momoman83./151
여기서 공구 중심 영역을 실루엣 경계로 설정한 이유는 소재의 윤곽이 공구 중심 영역의 경계와 같기 때문입니다.
즉, 실루엣 바운더리 영역과는 별도로 소재의 외곽을 공구 중심 영역으로 설정한 것과 같은 효과가 있으므로 작업의 편의상 선택한 것입니다.
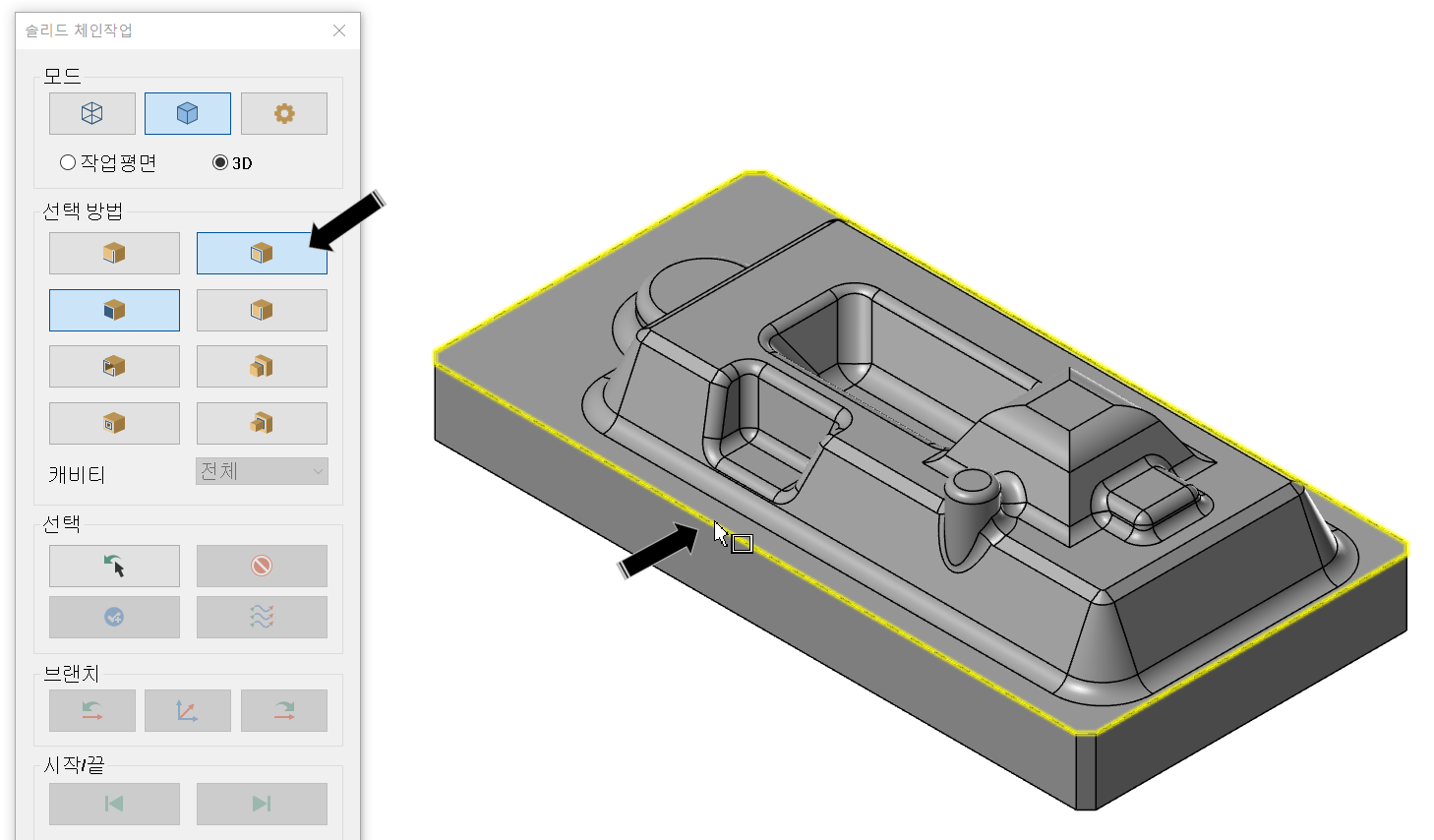
별도 공구 중심 영역을 선택하는 경우에는 해당 메뉴에서 윤곽체인 버튼을 선택하고 원하는 공구 중심 영역(가공 영역)을 선택합니다.
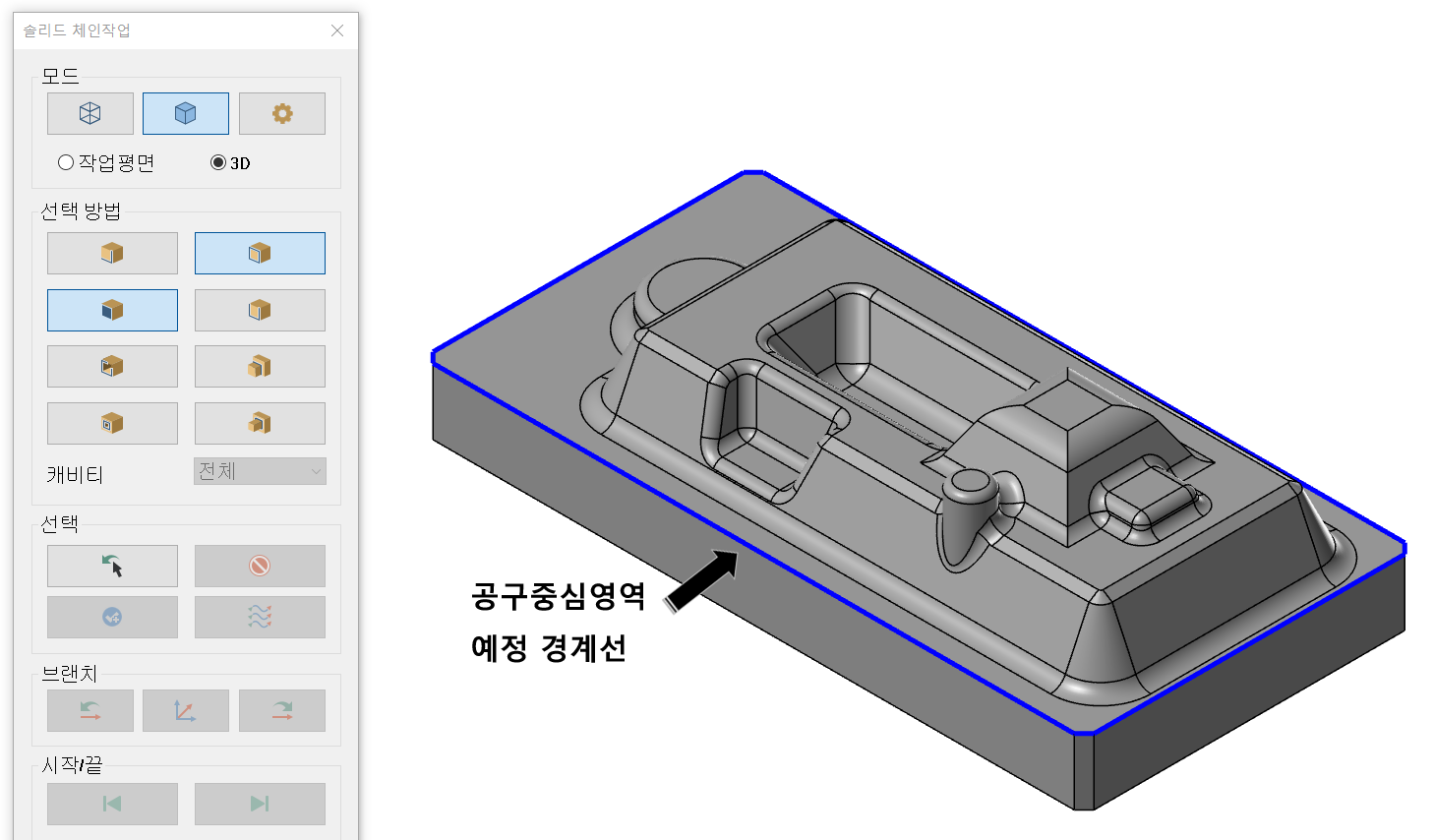
위의 공구 중심 영역의 테두리를 정의하려면 솔리드 체인의 루프 기능을 사용하여 소재의 윤곽을 선택합니다.
* 물론, 실루엣 바운더리(사각형)와 여기에서 따로따로 공구 중심 영역(사각형에서 4개소 모따기된 형태)이 잘못되어 있습니다만, 가공 경로 생성에 문제가 없으므로, 이에 따라 적용합니다.
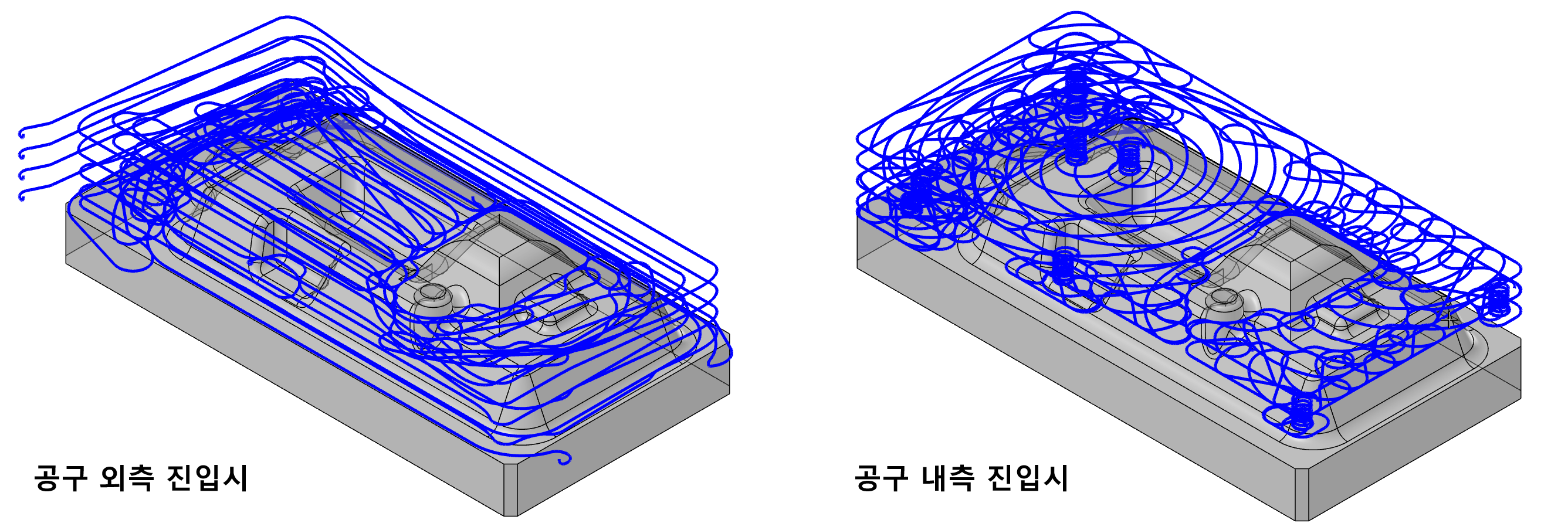
공구 진입 방법은 외부에서 진입하여 정의했습니다.
* 가공물 형상상(보스:돌출형) 외부에서 공구 진입하여 가공하는 것이 유리하다고 판단되어 최적화 황삭 가공 경로(다이나믹)를 적용했습니다.
* 만일 공구 진입을 안쪽으로 하면 영역 황삭 가공 경로와 마찬가지로 적용됩니다.
공구 포함은 공구 날끝 적용으로 합니다.
공구 위치는 소재의 바깥쪽으로 절삭 이송이 필요하므로 잘 적용하는 공구 중심으로 적용합니다.
* 공구 경로 단축(가공 시간 단축)을 위해 공구 위치를 안쪽으로 하여 오프셋 거리를 마이너스 값을 부여하고 최소 소재 외곽을 미절단(또는 미량 절삭) 상태로 이송하는 것을 피할 수 있습니다.
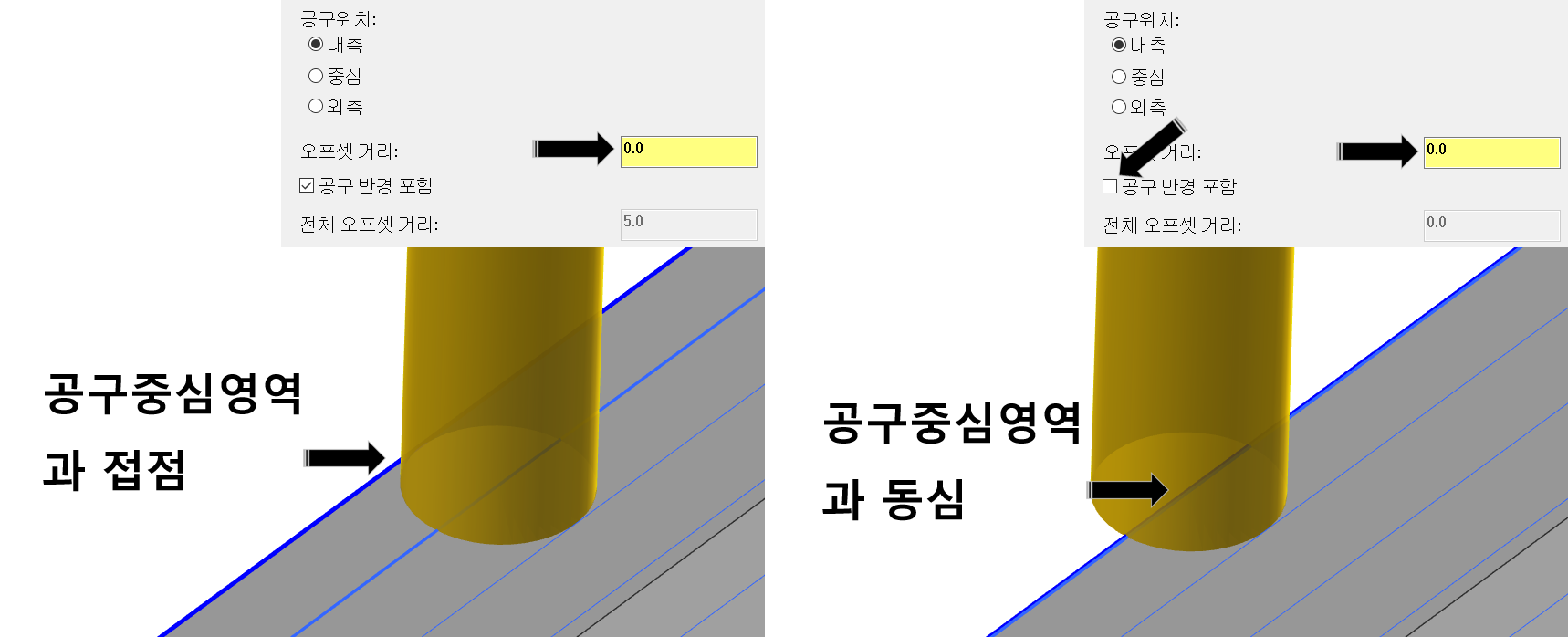
공구 위치 적용 예
공구 위치 내측으로 해, 오프셋 거리 0.0 공구 반경 포함하는 경우와 같은 조건으로 공구 반경을 포함하지 않는다(체크 해제)
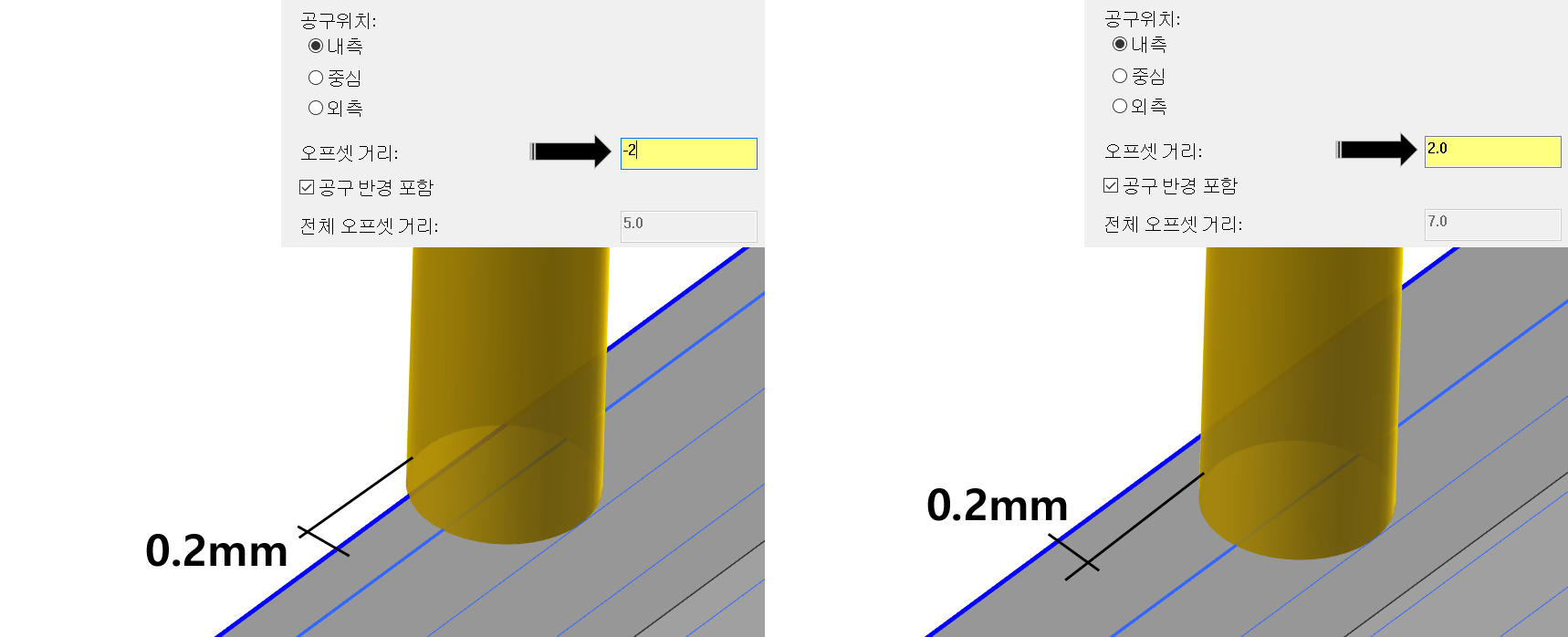
공구 위치 내측으로 해 오프셋 거리-2.0 공구 반경 포함하는 경우와 같은 조건으로 오프셋 거리 2.0 적용한 경우
그러나, 현재의 샘플 형태의 경우, 100.0mm 우측 부분이 좁고(공구 직경보다 작게), 그 부분에의 톨 패스가 나오지 않게 됩니다.
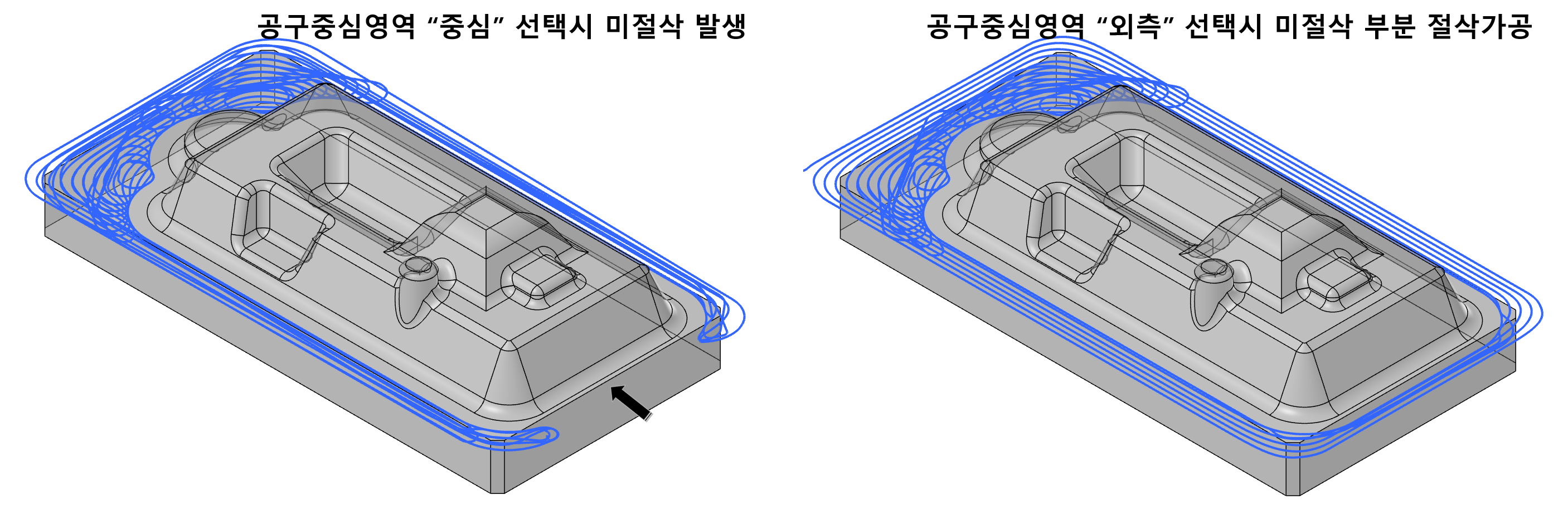
따라서 이러한 문제가 있는 형태는 공구 중심 영역을 공구 위치 밖에 놓고(약간 공구가 겹치도록 -1.0 오프셋 거리로 입력), 가공 경로를 생성하면 작은 부분도 절삭 없음 로 가공됩니다.
(단, 이러한 부분 때문에 공구가 불필요하게 많이 반송하는 (절삭 간격이 좁은) 구간이 발생하는 경향이 있으므로, 다양한 것을 고려하여 가공 경로의 정의를 해 주세요.)
그 후, 공구는 12파이평 엔드밀로 정의하고(절삭 조건 등 기타 사항은 생략합니다), 워크의 설정은 현 단계에서는 불필요하게 됩니다.
공구, 홀더 및 공작물의 매개변수는 생략합니다.
절삭 파라미터
그런 다음 최적화 황삭 가공 경로의 절삭 매개 변수를 정의합니다.
(실제의 해당 가공 경로의 절삭 형상 정의를 설정합니다.
)
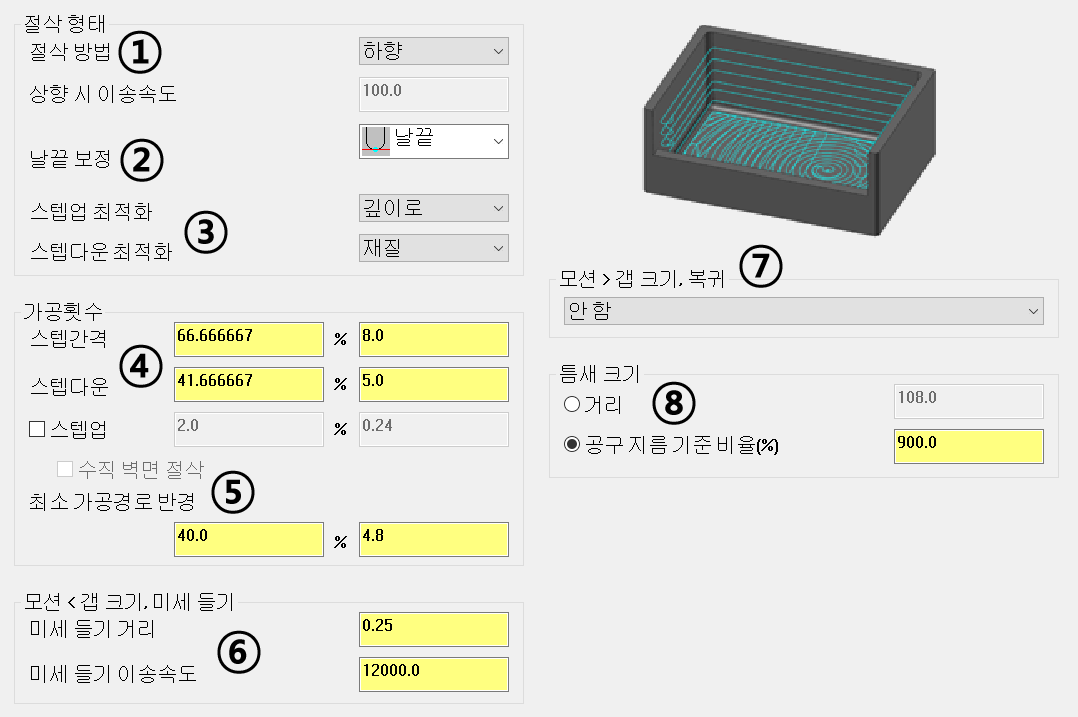
1. 절삭 모드
대응하는 가공 경로의 생성 형태(형상)를 정의합니다.
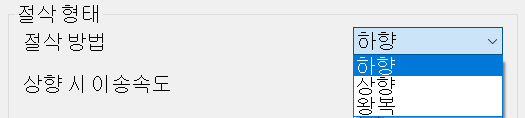
①절삭 방법: 해당 가공 경로의 공구 이송 방향을 정의합니다.
하향, 상향, 왕복의 3가지 옵션이 있으며, 이는 절삭 이송 방향의 하향, 상향과 동일한 방식이며, 왕복의 경우에는 필밀 가공 경로와 같은 왕복의 의미가 아니고, 하향 가공 이송 중 다른 가공 영역으로 이송할 경우 해당 방향(하향)을 유지하면서 반송되지만, 이러한 경우 많이 돌려(중간 방해물이 존재하여) 반송되어야 하는 경우 보다 단거리로 반송 하기 위해 역방향(상향) 방향으로 반송하여 가능하게 하는 경우를 말합니다.
(하향, 상향의 경우, 한층 더 반송 경로가 발생해도, 그 방향을 유지해 반송합니다.
)
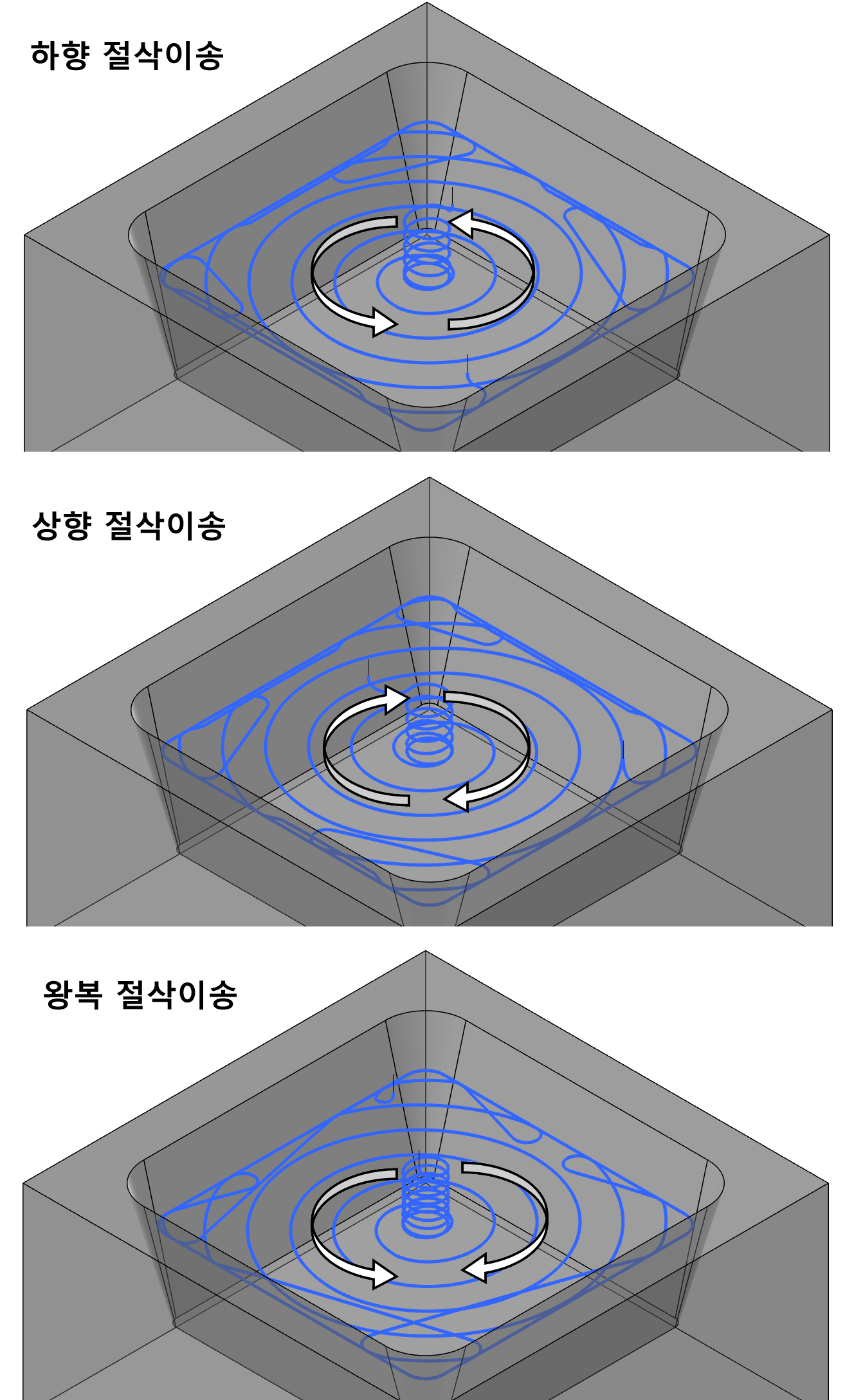
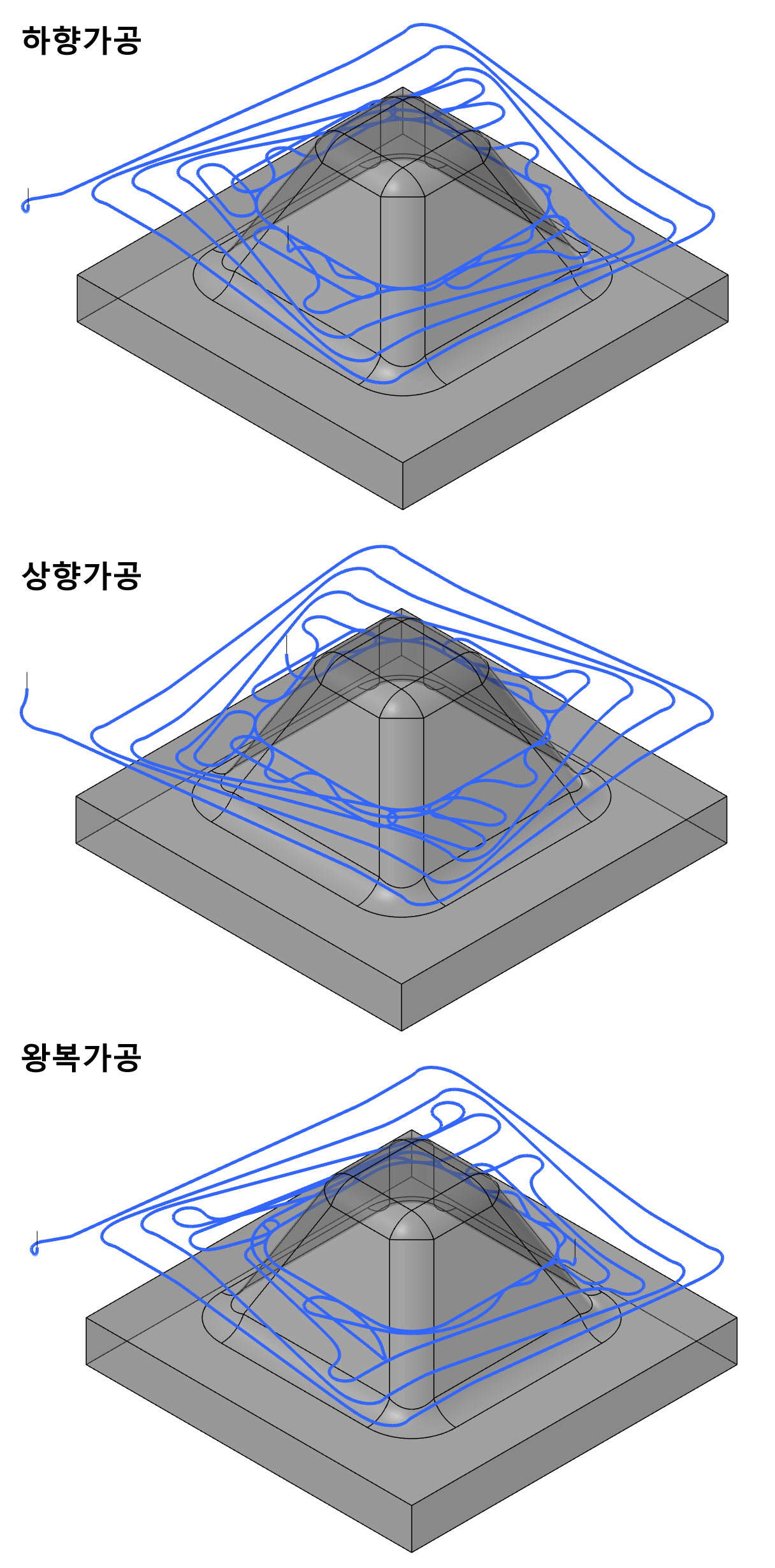
이제 해당 공구 이송 방향을 비교해 봅시다.
하향 절삭 이송 : 하향 이송 방향 (외부 형상 절삭시 시계 방향) 중심으로 절삭 이송되어 만일 다른 가공 영역이나 현재의 가공 위치에서 다시 가공 위치에 진입하는 경우는 하향 방향으로 소정의 위치에서 절삭 이송 합니다.
(가령 현재 가공 영역에서 다음 가공 영역으로 이동하는 경우는 이송 높이로 반송되어 점프 형식으로 이동합니다.
)
상향 절삭 이송: 상향 이송 방향(외형 절삭 시 반시계 방향) 중심으로 절삭 이송되며, 이송 방향형은 하방 이송 방식과 동일(방향만 잘못된) 형태를 적용합니다.
왕복 절삭 이송: 기본적으로 하향 절삭 이송 방향을 적용하지만, 다른 가공 경로로 이송 시 단거리 추정 방향(하향, 상향 관계없이)으로 절삭 이송이 적용됩니다.
(특징이 다른 하향, 상향 방식은 그 대응하는 방향으로 반송되어(경로 길이가 길어도) 반송되지만, 이 왕복 반송은 단축 방향으로 하향하고, 상향 관계없이 절삭 반송됩니다.
)
(이 점에서 가공면의 어느 한쪽은 하향 가공, 어느 쪽은 상향 가공이 가능합니다.
)
더 조사하면 다음과 같이 정의 가능합니다.
포켓형의 경우
동영상으로 보면.
하향 가공
상향 가공
왕복 가공
보스(압출)형의 경우
*왕복 이송 형태 선택 시 해당 가공 경로에 지정된 절삭 이송 속도는 하향 절삭 이송 시에 적용되며 별도 상향 절삭 이송 시의 이송 속도를 별도 지정 가능합니다.
(입력되는 수치는 절삭 이송 피드 입력값과 같습니다.
)
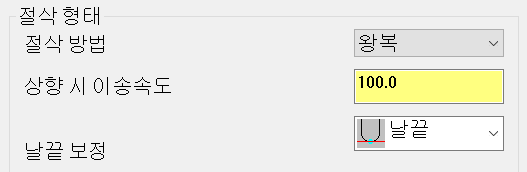
②날끝 보정
여기서 날끝 보정은 공구 길이 보정의 기준(가공 기준 Z0.0의 위치를 정의)을 설정합니다.
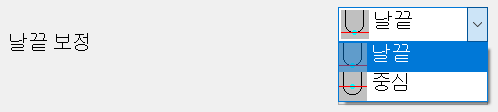
옵션은 2개의 날끝(공구 팁) 또는 공구 중심(공구 날형의 중심)을 의미하며, 일반적인 경우 날끝(가공 치수가 공구 날끝 부분에 기초한 경우)이며, 일부 롤리팝 공구와 같이 에 공구 날형에 따라 가공 위치를 결정하는 경우가 있습니다.
③ 스텝 업/다운 최적화
가공 공구 이송 스텝(계단:Z값 기준)의 스텝과 방향을 정의하는 기능입니다.
스텝 업 최적화 : 가공 기준을 스텝 업 (단계 증분)에 따라 낮추고 분류하는 기능입니다.
즉, 각 분리되는 가공영역별 가공순서를 해당 기준에 따라 Z값 증분하여 정하는 기능입니다.
* 간단히 설명하면 가공시 각 분리되는 가공 범위별로 가공 완료하여 많은 가공 영역으로 전환하는지, 가공 깊이별로 나누어 가공 영역을 전환하는지의 차이입니다.
(한쪽에서 한 부분씩 다음에 나아갈 것인가, 아니면 전체의 같은 높이로 차분히 내려갈까라는 차이입니다.
)
예로 설명합니다.
샘플은 다음과 같은 형태를 하고 있습니다.
(포켓형의 깊이값을 주의 깊게 봐 주세요.)


깊이로: 가공 영역의 분류를 가공 깊이(절삭 파라미터의 스텝 다운 간격: Z 절삭 간격)별로 분류하여 가공합니다.
* 즉 가공 영역을 가공 깊이별로 분류하고 해당 가공 깊이대(여기에서는 5.0mm)별로 가공을 완료하면 다음 가공 깊이 영역으로 이동합니다.
간단히 설명하고, 만일 가공영역 중 가공깊이(예: 5.0)만큼 다가공하면 다음 가공영역에서 다음 가공깊이(10.0mm)를 가공합니다.
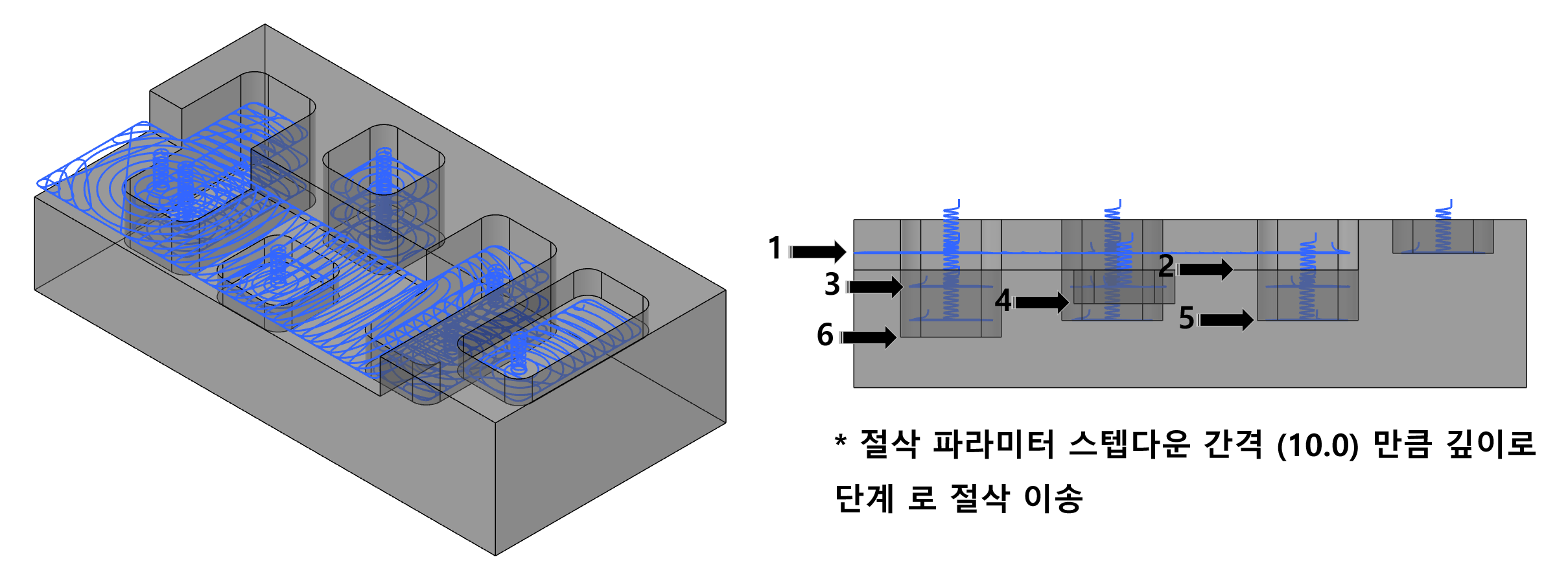
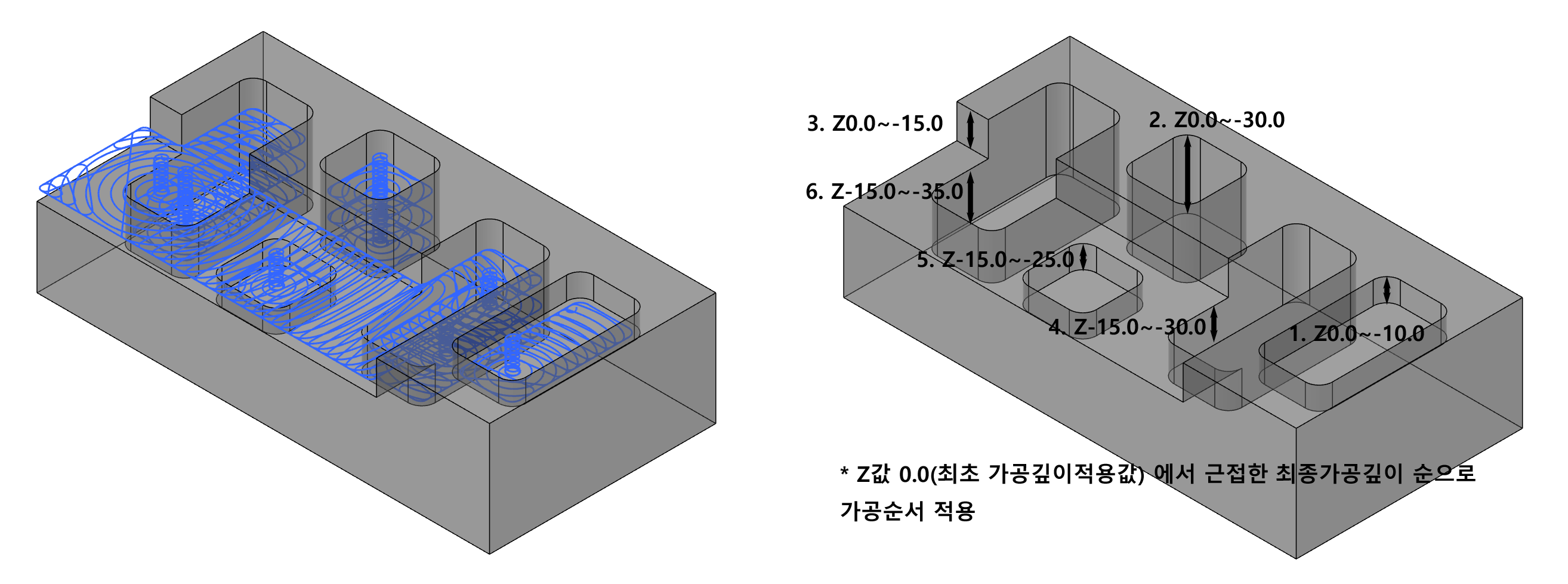
다음의 근접: 가공 영역의 분류를 기준 높이(첫 번째 가공 높이: 여기에서는 Z0.0)에서 가공 깊이(절단 Z 간격)에 가까운 순서로 분류하여 가공합니다.
즉 가공 시작 깊이(Z0.0)에서 가장 가까운 가공 깊이를 가진 포켓부터 순서대로 가공 진행합니다.
자기 순서 포켓은, 자신의 가공 깊이대로 모두 가공 완료 후, 다음의 가공 영역으로 이동합니다.
* 거기서 아래와 같이 1번 포켓 가공 깊이(Z 0.0~-10.0)까지 가공 완료하고, 다음의 2번 포켓 가공 깊이(Z0.0~-30.0)까지 가공 완료하고, 3번 포켓(Z0 .0~-15.0) (이 경우 다른 포켓과 겹치는 부분도 같은 가공 영역에서 판단하여 (Z0.0~-15.0)까지 가공 완료합니다.
포켓으로: 가공 영역의 분류를 기준 높이(첫 번째 가공 높이: 여기에서는 Z0.0)에서 가공 깊이(포켓 가공 깊이) 순으로 분류하고, 각 가공 영역(포켓)에서 가공 순서를 정의합니다.
합니다.
* 각 포켓 가공 깊이 순서로 구분하여 가장 높은 순서(기준 높이에 가까운)로 가공 영역을 정하여 순서대로 가공을 완료합니다.
